Part II. Die Varieties:
Doubled Dies:
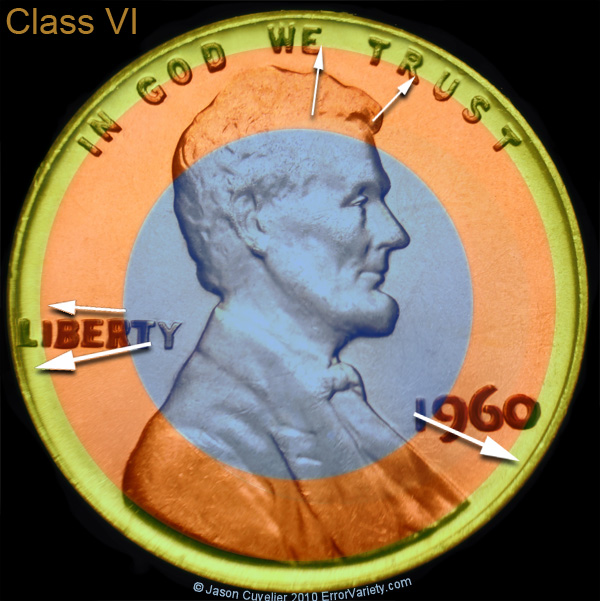
Class VI
Class VI: Distended Hub Doubling occurs during hubbing and is related to lateral expansion of the die face. Expansion is impeded in areas where the raised elements on the face of the working hub interlock with the freshly-penetrated die face. This causes distortion in elements that are relatively near the perimeter of the die face. The affected elements are thickened, and may show sloping, pointed, or twisted regions.
Historically Class VI has been attributed to a worn-out hub that becomes distended from extended use. However, if that were the case we should see an even progression of design distortion and expansion in any year with a Class VI doubled die. In other words, we should encounter specimens in which the affected design elements show slight to marked expansion. This has not been the case. Another problematic association is the tendency for Class VI to be present with Class II (Distorted Hub Doubling). If Class II can be traced to faulty annealing of the die, why would it be found so routinely with Class VI if the two do not share a common cause or even a related cause?
Class VI in all likelihood has the same root cause as Class II – a problem intrinsic to the die steel or one that is caused (or exacerbated) by faulty heat treatment. During annealing the die face experiences excessive expansion, sometimes localized and sometimes over the entire die face. The difference between the two forms of hub doubling is the location and the timing of the expansion. A Class II die (or hub) will expand right after the first hubbing, distorting the perimeter and pushing it beyond the intended circumference. A Class VI by contrast will expand during the first or second hubbing from the heat generated by the hubbing.
In a Class VI doubled die, affected devices are in partly or entirely parallel to the design rim. During the hubbing, the die face experiences lateral expansion, but the hub will not. Any raised part of the hub, such as letters or the design rim, will inhibit expansion. As a result, the die steel twists away from or flows around the stationary devices on the hub and toward the rim. Whenever a raised device from the hub lies in the path of the expansion, it will inhibit that expansion. The design rim too is raised and will also curtail expansion nearest the perimeter